


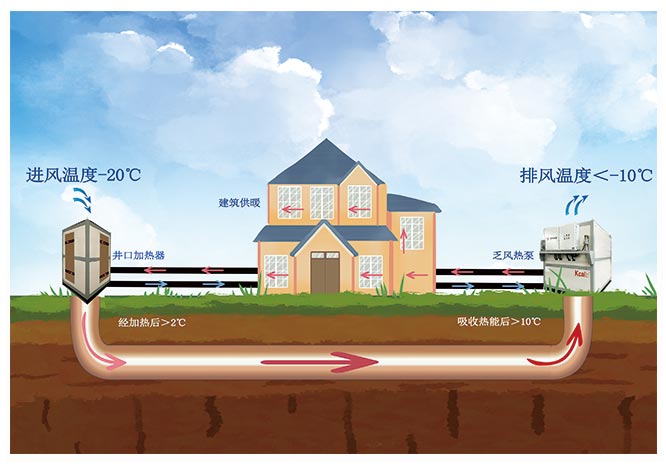
The exhaust air heat pump coal mine wellhead air heating system is a mine air heating technology that transfers heat from the ambient air to the mine wellhead area through the exhaust air heat pump system, providing a comfortable working environment and achieving efficient energy utilization. Below, we will introduce the advantages and application value of this system to you.
Energy conservation and environmental protection: The exhaust air heat pump coal mine wellhead air heating system utilizes exhaust air heat pump technology to achieve efficient energy utilization through the recovery of heat energy during the heat pump cycle. It does not rely on traditional coal heating methods, avoiding pollution and emission issues caused by coal combustion, and meets the environmental requirements of mines.
Improving the working environment: The comfort of the coal mine wellhead working environment has a significant impact on the work efficiency and safety of miners. The exhaust air heat pump coal mine wellhead air heating system can quickly and evenly heat the wellhead area, eliminate low temperature and humidity, provide a comfortable working environment, and improve the work comfort and production efficiency of miners.
Intelligent control and regulation: The intelligent control system used in the exhaust air heat pump coal mine wellhead air heating system can monitor and adjust the heating power and temperature in real-time. It can intelligently adjust the heating capacity according to the actual needs of the mine, maintain stable working temperature, save energy consumption, and improve the operational efficiency of the system.
Reliable stability: The exhaust air heat pump coal mine wellhead air heating system has high reliability and stability. It adopts high-quality equipment and materials, undergoes strict safety testing and inspection, and can operate stably for a long time in harsh mine working environments, providing reliable heating support for mine production.
Flexible application: The exhaust air heat pump coal mine wellhead air heating system is suitable for various types of coal mine wellhead, whether it is a large deep well or a small shallow well, which can be customized and installed according to specific needs. The system has flexible layout and structural design, which can adapt to the needs of different wellhead sizes and shapes, ensuring a reasonable matching of heating effect and space utilization.
Safe and reliable design: The design of the exhaust air heat pump coal mine wellhead air heating system fully considers the special working environment and safety requirements of the coal mine. It adopts explosion-proof and fireproof design, with safe and reliable protective measures to ensure that long-term use in the mine will not cause safety accidents.
Reduce operating costs: The exhaust air heat pump coal mine wellhead air heating system has lower operating costs. It reduces energy consumption and expenditure by efficiently utilizing the thermal energy in the ambient air. At the same time, the intelligent control and automatic adjustment functions of the system can improve energy utilization efficiency and reduce operation and maintenance costs.
Long term investment return: Choosing a exhaust air heat pump coal mine wellhead air heating system is a long-term investment decision. Its efficient energy utilization and energy-saving characteristics will bring sustained energy-saving and cost saving benefits to coal mining enterprises, creating higher economic value and competitive advantages for the enterprise.
As a supplier of exhaust air heat pump coal mine wellhead air heating systems, we are committed to providing high-quality, reliable and stable products and solutions. We have rich experience and a professional team that can customize according to customer needs and provide comprehensive after-sales service. Choosing our exhaust air heat pump coal mine wellhead air heating system will provide intelligent and efficient heating solutions for your mine working environment.






Comment