


In recent years, with the increasing severity of energy consumption and environmental pollution, the demand for energy conservation, emission reduction, and environmental protection development in mining enterprises has become increasingly urgent. In this context, as an efficient and environmentally friendly heating equipment, the exhaust air heat pump heating system has become an ideal solution for mine wellhead thermal insulation and heating.
The exhaust air heat pump heating system takes geothermal energy as the heat source, converts the low temperature heat energy deep underground into high temperature heat energy through efficient heat exchange technology, and provides reliable thermal insulation and heating for the mine wellhead. Compared with the traditional coal-fired heating mode, the exhaust air heat pump heating system has the following advantages:
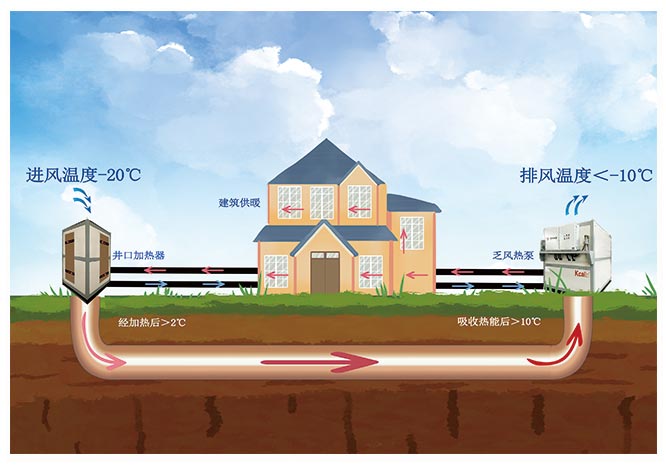
High efficiency and energy saving: The exhaust air heat pump heating system adopts heat pump technology, which can provide high thermal efficiency with low energy consumption. It converts a portion of electrical energy into thermal energy through the recycling and utilization of waste heat and environmental thermal energy, thereby achieving effective energy utilization and significantly reducing thermal energy consumption and energy costs.
Environmentally friendly and low-carbon: Compared with the traditional coal-fired heating mode, the exhaust air heat pump heating system will not produce pollutants such as smoke, waste gas and carbon dioxide, which can effectively reduce air pollution and greenhouse gas emissions. It uses clean geothermal energy as the heat source, which conforms to the environmental protection concept of sustainable development.
Safe and reliable: The exhaust air heat pump heating system adopts a closed loop design, which avoids direct contact between the heat pump and external media, and reduces operational risk and failure rate. At the same time, it is not limited by climatic conditions and geographical environment, and is suitable for various complex mining conditions, ensuring the reliable operation of the system.
Intelligent control: the intelligent control system equipped with the exhaust air heat pump heating system can intelligently adjust the operating parameters according to the actual needs to achieve accurate control and energy consumption optimization. Users can achieve real-time monitoring and management of the system through remote monitoring and operation, improving the operational efficiency and stability of the system.
Fast cost recovery: the exhaust air heat pump heating system has a short cost recovery cycle. By achieving energy-saving effects and reducing energy consumption, enterprises can recover the investment cost of the system in a relatively short period of time and achieve long-term economic benefits.
The exhaust air heat pump heating system is an innovative mine wellhead thermal insulation heating solution. It is characterized by high efficiency, energy conservation, environmental protection, low-carbon, safety, reliability, and intelligent control, providing sustainable heating solutions for mining enterprises. Under the current background of energy conservation, emission reduction and environmental protection development, the adoption of the exhaust air heat pump heating system will help to enhance the corporate image, reduce energy costs, and make positive contributions to environmental protection.
If you are looking for an efficient and environmentally friendly mine wellhead thermal insulation heating system, the exhaust air heat pump heating system will be your best choice. Immediately adopt this innovative technology to bring sustainable development and significant economic benefits to your mining enterprise.






Comment